| 产品特性:塑料挤出机 | 品牌:联信 | 型号:LXSJ-51/15 |
| 可生产管材类型:PVC管 | 售后服务:整机保修一年 | 订货号:SJ-51/15 |
| 货号:LX-51/15 | 管径范围:63mm | 挤出能力:200-250kg/h |
| 规格:SJ-63 | 是否跨境货源:否 |
服务理念:
联信机械是一家致力于塑料挤出机和废塑料再生机械的研究、开发、生产、销售的大型技术企业;以***进取,追求***的精神为动力,公司坐落于经济发达、交通便利的羊城-广州。公司占地面积1.6万平方米。近年来公司严格全面推行ISO9001:2000质量管理体系,并获得了欧盟质量体系的CE认证。健全完善的管理制度,求实创新的技术特点,使我司的产品在性价比方面能限度满足广大国内外客户的需求,为客户提供全方位的技术支持与解决方案。
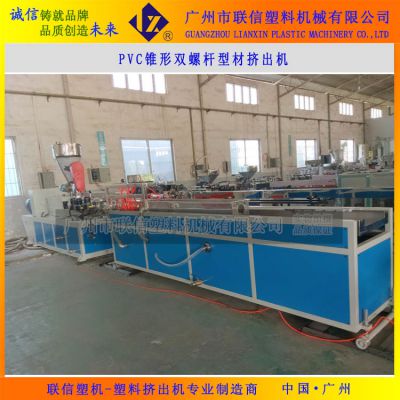
PVC线槽挤出机基本说明:
该产品针对墙角,门边条,窗角施工难而专门设计的一种新型建材。以独特的环保,耐候,***等特点见长,它的强度,韧性已使人们放心地替代钢,木,铝等各种传统建材。我国现行的墙角施工过程,沿袭了几十年传统的施工方法,效率很低,工程繁琐。并且竣工后的建筑物在使用过程中,墙角非常容易遭到损坏:一方面,是由于墙角部位接触频率过高的缘故,另一方,是由于墙角的坚固度不够。而损坏后的阳角又没有专业维修人员去维修,使得工程质量下降。尤其是门和窗墙角,家庭住宅一般采用包边处理,但是用这种装修方式既浪费了大量木材,还给装修浪费了许多的资金,造成很大的污染.目前国际上通用的PVC护角条采用高强度的聚氯乙稀原料制造,环保,耐腐蚀。抗冲击,防老化,耐候性好。具有优良的机械,力学性能等。它的推广使用能有效地解决建筑施工中长期存在着阴阳角不直,不美观,墙角易算坏等质量通病。
适用原料:PP、PE、PS、ABS、PVC
PVC线槽生产工艺流程:
原料混合→挤出机→挤出模头→定型台→牵引机→切割机→堆放架
步、原料混合:是将PVC、填充料、稳定剂、增塑剂、抗氧化剂等其它辅料,按比例、工艺先后加入高速混合机内,经物料与机械自摩擦使物料升温至设定工艺温度,然后经冷混机将物料降至40-50?C;这样就可以加入到挤出机的料斗。
***步、挤出机部分:本机装有定量加料装置,使挤出量与加料量能够匹配,确保制品稳定挤出。由于锥形螺杆的特点,加料段具有较大的直径,对物料的传热面积和剪切速度比较大,有利于物料的塑化,计量段螺杆直径小,减少了传热面积和对熔体的剪切速度,使熔体能在较低的温度下挤出。螺杆在机筒内旋转时,将PVC混合料塑化后推向机头,从而达到压实、熔融、混炼均化;并实现排气、脱水之目的。加料装置及螺杆驱动装置采用变频调速,可实现同步调速
第三步、挤出模头部分:经压实、熔融、混炼均化的PVC,有后续物料经螺杆推向模头,挤出模头是型材成型的关建部件。
第四步、PVC真空定型冷却机用于型材的定型、冷却, 真空定型冷却机上装有供定型和冷却的真空系统和水循环系统,不锈钢箱体,循环水浸泡冷却,真空定型冷却机上装有前后移动装置和左右、高低调节手动装置。
第五步、牵引机用于连续、自动地将已冷却变硬的型材从机头处引出来,变频调速。
第六步、切割机部分:由行程开关根据要求长度控制后,进行自动切割,并延时翻架,实行流水生产,切割机以定长工开关信号为指令,完成切割全过程,在切割过程中与型材运行保持同步,切割过程由电动和气动驱动完成,切割机设有吸尘装置,将切割产生的碎屑及时吸出,并回收。
第七步、翻料架翻料动作由气缸通过气路控制来实现,翻料架设有一个限位装置,当切割锯切断型材后,型材继续输送,经延时后,气缸进入工作,实现翻料动作,达到卸料目的。卸料后经延时数秒自动复位,等待下一循环。

广州市联信塑料机械有限公司位于中国珠江三角洲商贸中心--广州市番禺区,水陆交通非常便捷。本公司本着以***中国挤出机发展为导向,以***进取,追求***的精神为动力,专业致力于塑料押出设备的开发、设计和生产。优势产品有:PET瓶、PE 薄膜破碎清洗干燥回收生产线,单/双螺杆造粒机,各类片材、管材、异型材生产线,仿藤挤出机及全套成型工艺等。公司严格全面推行ISO9001:2000质量管理体系,并获得了欧盟质量体系的CE认证。健全完善的管理制度,求实创新的技术特点,使我司的产品在性价比方面能限度满足广大国内外客户的需求。我司产品在立足于国内市场的同时,远销至东南亚、中东、西亚、欧洲、非洲和美洲等地区。今天的质量,明天的市场是我们一贯的经营宗旨;迅速、周到、***的售后服务是我们公司***的承诺。我们诚邀广大新老客户光临洽谈。